Future of Manufacturing with the Power of Internet of Things (IoT)
Imagine having processes that govern themselves, where smart products avoid damages by taking corrective actions and individual parts are replenished automatically.
These imagined technologies are now a reality and are driving what is called the fourth industrial revolution, after the steam engine, the conveyor belt, and the first state of Information technology and automation technologies. Internet of Things (IoT) is what this smart electronic world is currently called, where the physical world is tuning to a type of information system, through every electronic object used is manufactured with sensors and actuators embedded in them, linked through wired or wireless networks via the Internet Protocol.
[Tweet “According to McKinsey, #IoT has a total potential economic impact of $3.9 trillion to $11.1 trillion a year by 2025.”]
Future of IoT
Manufacturing industries intent to tap the potential benefits of IoT to drive considerable cost savings by enhancing process efficiency, improving asset utilization and boosting productivity. Manufacturing industries are embracing IoT as IoT driven innovations are expected to open up additional sources of revenue from new business models and opportunities by increasing return on R&D investments and capture competition by reducing time to market. In a 2012 survey by Forrester and Zebra Consulting only 15% of organizations had an IoT solution, and 53% had plans to implement in the next two years.
Future of Manufacturing with IoT
[table width =”100%” style =”table-bordered” responsive =”true”]
[table_head]
[th_column]Industry[/th_column]
[th_column]Key Change[/th_column]
[th_column]Potential Benefits[/th_column]
[/table_head]
[table_body]
[table_row]
[row_column]Healthcare[/row_column]
[row_column]
- Remote monitoring of staff and patients
- Ability to locate and identify status of equipment
[/row_column]
[row_column]
- Improved employee productivity
- Efficient resource usage resulting in effective gains and cost savings
[/row_column]
[/table_row]
[table_row]
[row_column]Transportation and Automotive [/row_column]
[row_column]
- Real-time driving behaviour Traffic and vehicle diagnostics
[/row_column]
[row_column]
- Improved customer experience
- Reduced pollution
- Increased safety and added revenue streams.
[/row_column]
[/table_row]
[table_row]
[row_column]Retail[/row_column]
[row_column]
- Prevention of out-of-stock situations through connected and intelligent supply chains
[/row_column]
[row_column]
- Ability to predict consumer behaviour and trends using data from video surveillance cameras, social media, Internet and mobile device usage
[/row_column]
[/table_row]
[table_row]
[row_column]Infrastructure[/row_column]
[row_column]
- Smart lighting, fire, water, power, cooling, alarms and structural health systems
[/row_column]
[row_column]
- Better utilization of resources & significant cost savings
- Preventive maintenance of critical systems
[/row_column]
[/table_row]
[table_row]
[row_column]Supply Chain[/row_column]
[row_column]
- Real-time tracking of parts and raw materials
- Pre-empt problems
- Address demand fluctuations
- Efficient management of all stages of manufacturing
[/row_column]
[row_column]
- Reduced working capital requirements
- Improved efficiency
- Avoids disruptions in manufacturing
[/row_column]
[/table_row]
[table_row]
[row_column]Oil and Gas[/row_column]
[row_column]Smart components[/row_column]
[row_column]Reduced operating costs and fuel consumption[/row_column]
[/table_row]
[table_row]
[row_column]Utilities[/row_column]
[row_column]Smart grids and meters[/row_column]
[row_column]More responsive and reliable services; significant cost savings for both utilities and consumers resulting from demand-based and dynamic pricing features. [/row_column]
[/table_row]
[table_row]
[row_column]Insurance[/row_column]
[row_column]Innovative services such as pay-as-you-go insurance.[/row_column]
[row_column]Significant cost savings for both insurers and consumers.[/row_column]
[/table_row]
[/table_body]
[/table]
Source: Ericsson, M2M Magazine 2013, Zebra Consulting/Forrester Research, McKinsey & Co., Data Informed, ZDNet
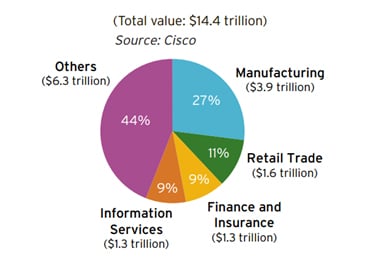
4 Industries which will gain the most from IoT
Opportunities and Challenges that lie ahead for Manufacturers in implementing IoT
- The new wave of technological changes are expected to decentralize production control and trigger a paradigm shift in manufacturing. Manufacturing industries need to figure out how this would affect the manufacturing value chain and the classic production process.
- The world of manufacturing with IoT is becoming more and more networked with everything interlinked resulting in logistics and the supplier networks growing enormously and thereby turning more complicated.
- IoT is pushing manufacturers to coordinate with more and more suppliers, often globally, with more manufacturing steps, longer transport times and significantly bigger client base. With IoT, this system must extend beyond the limits of individual factories to interconnect multiple factories and even regions.
Benefits of IoT
The business value IoT brings to manufacturing industries is enormous and organizations cannot afford to ignore. The benefits include improved revenue, cost savings and innovative opportunities.
- Cost savings: Intelligent machines and analytics cause reduction in fuel, capital expenditures and inefficiencies, and it’s a known fact that even small reductions result in billions of dollars in cost savings through improved asset utilization, process efficiencies and productivity.
- Efficient processes: Reduce human intervention by using real-time data from sensors and actuators to monitor and improve process efficiency.
- Improved productivity: Training employees just in time reduces the mismatch of required vs. available skills and improves organizational productivity.
- Visibility into assets and supply chains: Using IoT employees can easily locate assets in asset intensive firms and run preventive maintenance on critical equipment, infrastructure and machinery to improve utilization and avoid disasters in industries.
- Improved asset utilization: With improved tracking of assets such as machinery, equipment, tools etc. in asset intensive companies using sensors and connectivity, businesses can have visibility and information of movable assets (like trucks) and can decide upon using assets in multiple locations.
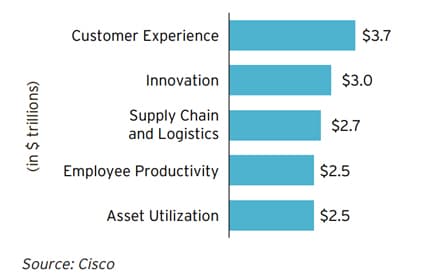
IoT levers that unlock value
Why IoT Testing is important
IoT is the next revolution which is swiftly transforming electronic products. Users are fascinated and informed through internet, hence it cannot be overlooked or ignored. In order to master and implement IoT, organizations need to work closely with mature vendors and overcome key hurdles, such as:
- There is a lack of consensus on how to apply emerging standards and protocols to allow smart objects to connect and collaborate. It’s difficult for organizations in integrating applications and devices that use multiple network technologies and operate on various networks. Testing IoT before launch can help error detection and avoid failure of IoT products.
- IoT generates huge amounts of data. Capturing, Routing, Analyzing and using the insights of IoT data in timely and relevant ways is a real challenge with traditional frameworks.
- Privacy and security are major concerns in using IoT, because most of the devices have minimal human interference, so there is a potential risk of security breaches or malfunctioning devices that may cause catastrophic failures in the IoT ecosystem. Continuous testing of devices is required to avoid security breaches and guard the systems from major damage from attacks.
- Enterprises are unable to manage IoT complexities of managing the amount of data generated by sensors every millisecond. For implementing an efficient IoT, organizations require huge storage, strong data management, and analytical skills.
The future of manufacturing is interlinked with the usage of the power of IoT. Quality plays a key role in helping the IoT market succeed. Testing IoT in addressing data management, security and privacy concerns helps in offering trusted products. Cigniti has developed skills to identify potential bugs and failures avoiding disastrous failure of products. Testing often and testing continuously is the only criteria in identifying and fixing creeping in discrepancies into the systems.
For Cigniti’s value added services in testing IoT, visit www.cigniti.com or mail us at contact@cigniti.com for more details.




Leave a Reply